

1.Introduction:
As high-quality wooden products and log-based goods become increasingly popular in urban areas, the rate of forest loss is accelerating. According to statistics, the world’s forest area is shrinking by 16 million hectares annually, with 27 billion tons of soil lost worldwide each year and 6 million hectares of land becoming desertified. In the long term, greenery will vanish from our environment, and the ultimate victims of deforestation will be humanity itself. This loss triggers a series of adverse effects, including abnormal climate patterns, land desertification, air pollution, water quality degradation, depletion of forest resources, and damage to the ozone layer. Therefore, protecting forest resources and the environment has become a critical issue for the sustainable development of future generations.
On one hand, it is essential to protect forest resources; on the other hand, a large amount of sawdust is generated daily and requires processing. Utilizing the sawdust discarded each day to improve wood utilization offers an alternative approach to conserving forest resources. Guided by this concept, people have developed a new product—WPC materials—after a long period of dedicated effort.
2. WPC profiles:
WPC profiles are low-foaming, specially shaped profile products that use plastic (HDPE, PP, PS, PVC, or ABS) as the primary raw material and specially prepared wood chips as the main filler, featuring surface crusting and core foaming. They have a low density, generally ranging from 600 to 900 kg/m³, which is only about half that of rigid PVC profiles. These composites exhibit extremely low thermal conductivity, providing excellent heat and sound insulation. Their appearance and texture closely resemble wood, and they share similar processing properties. They offer many advantages of wood, such as the ability to be planed, sawed, drilled, nailed, and bonded effectively. Additionally, they possess benefits that wood lacks, including resistance to rot when damp, dimensional stability (no deformation), insect and termite resistance, good fire resistance with self-extinguishing properties when away from fire, and high chemical corrosion resistance, making them ideal for use in the chemical industry. The surface is smooth and dense, generally eliminating the need for painting; however, they have good paintability, allowing users to customize colors according to preference. Adding masterbatch to the formulation enhances the natural and attractive wood grain appearance on both the surface and cross-section of the extruded product. Another advantage is that the density of the extruded composite material is easier to control than that of traditional wood products, as the extrusion process can be adjusted to achieve different densities based on specific applications.
WPC profiles can be customized during the formulation process to meet specific product requirements. Typically, manufacturers offer different grades of raw plastic materials tailored to products with varying performance needs. The classification of WPC raw material grades is presented in Table 1.
Table 1 Grades of raw materials for WPC
| grade | Wood powder filling quantity | use |
| Level 1 | 30% | Suitable for outdoor products, strong UV resistance |
| Level 2 | 40% | Suitable for various indoor products with high quality requirements, good comprehensive performance |
| Level 3 | 50% | Suitable for general indoor decoration products |
The following are two types of cross-sections that we and a foreign-funded enterprise developed based on the characteristics of this product and are more commonly used in the product:
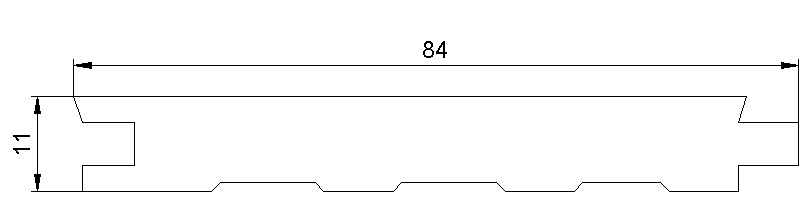
Picture 1 Floor
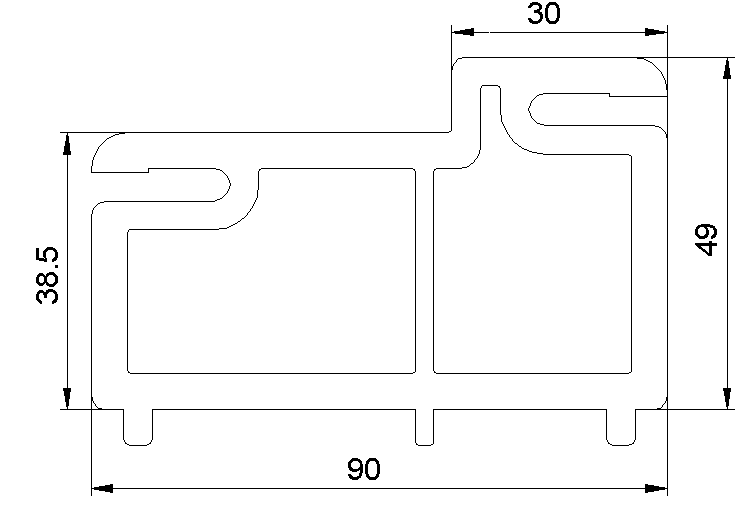
Picture 2 Swing door frame
3.Basic physical properties of WPC profiles:
The performance test results of WPC profiles produced by the molds developed by our company are shown in Table 2.
Table 2 Performance indexes of products made of grade 3 WPC
| Test Items | Method | Test results |
| Specific Gravity | ASTM D648 | 700kg/m3 |
| Moisture Content | ASTM D648 | 1.70% |
| Water Absorption | ASTM D648 | 1.74% |
| Vicat Softening Temperature | ASTM D648 | 83.0℃ |
| Bending Strength | ASTM D1037-93 | 27.74N/mm2 |
| Compression Strength | ASTM D1037-93 | 11.67N/mm2 |
| Tensile Strength | ASTW D1037-93 | 16.53N/mm2 |
| Hardness Shore D Test(Shore D) | ASTM D2240 | 50 |
| Melt Flow Index | ASTM D3364 | 0.73 |
| Izod Notch Impact Strength | ASTM D256 | 2.05KJ/m2 |
| Nail Withdrawal | BS6948:1989 | 91.85N |
| Screw Withdrawal (Single Drive) | BS6948:1989 | 331.9N |
| Screw Withdrawal(Multiple Drives) | BS6948:1989 | 303.50N |
| Staple Withdrawal(Longitudinal) | BS6948:1989 | 34.96N |
| Staple Withdrawal(Transverse) | BS6948:1989 | 32.60N |
| Flame Retardant | 94 |
Note: The above inspection report adopts the test methods specified by the American Society for Testing and Materials (ASTM) and British Standards (BS) and is certified by the Singapore Industrial Testing Bureau.
4. WPC profile mold structure:
Compared to the low-foaming molds used for rigid PVC extrusion, WPC profile molds have distinct characteristics. Since their surface must form a hard skin, they are classified as controllable foaming types (also known as crust foaming or Celuka foaming). As soon as the melt exits the die, the surface of the foaming melt is rapidly cooled, forming a hard skin on the material’s surface. At this point, the cross-section no longer expands, and foaming occurs only in the core. During the development and research process, we designed both open and closed profile molds for WPC profiles, tailored to the characteristics of WPC materials and various cross-sectional structures.
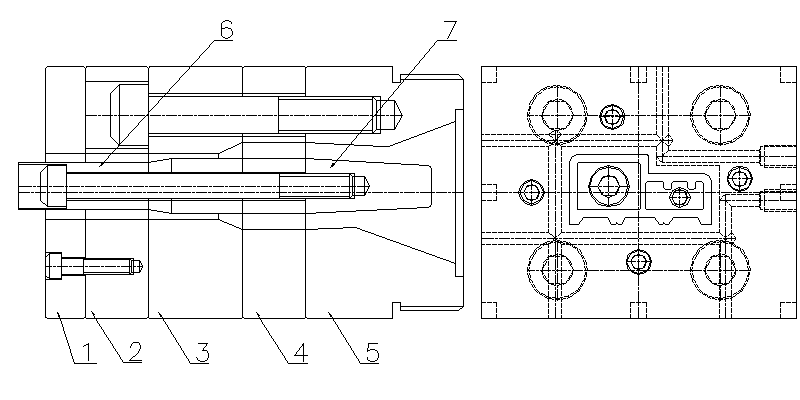
1 Water Jacket 2 Lip Mold 3 Manifold 4 Support Plate 5 Mold Body 6 Core 7 Fluids
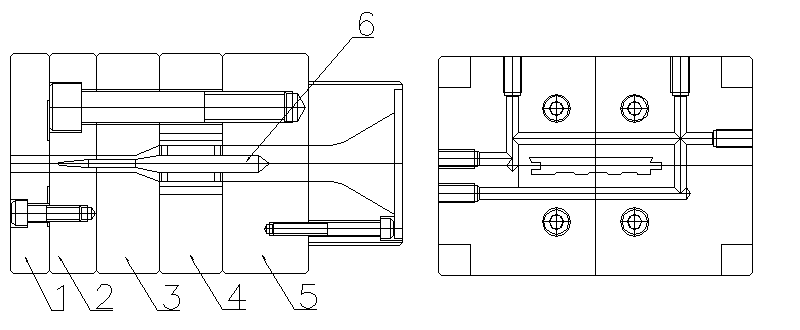
1 Water Jacket 2 Lip Mold 3 Manifold 4 Support Plate 5 Mold Body 6 Fluids
5. Characteristics of WPC profiles and their extrusion process:
During our development and research, we have found that WPC profiles exhibit the following characteristics:
(1) Poor fluidity. Due to the high content of wood chips, typically 30%–50% by mass, the fluidity of the material is limited. Because of this poor fluidity, sharp corners should be avoided in the head section of the mold; instead, rounded corners should be used whenever possible. The cavity in the head section must be smooth and free of dead corners. The material separation area in the head should be of a manageable size—if it is too small, the material will not flow smoothly. For this type of mold head, the common methods used to refine material flow in profile molds should be applied with caution.
(2) Thick Wall Thickness. Due to the large amount of wood chips used as filler, the profile product requires a relatively thick wall to ensure its strength, typically ranging from 3.0 to 6.0 mm. Because of this thickness, the product absorbs a significant amount of heat, necessitating that the molding die provide adequate heat exchange for the profile. Additionally, the thick wall reduces the effectiveness of the negative pressure vacuum’s adsorption on the profile in the rear section of the molding die.
(3) The compression ratio should be kept within a manageable range. Due to the poor fluidity of the material and the high sawdust content, significant shear and internal heat are generated. If the compression ratio is too high, the material is prone to decomposition and carbonization caused by the internal heat. Experimental results indicate that the compression ratio of the main machine should be between 2.2 and 2.6, and the screw’s aspect ratio should be between 24 and 26.
(4) The internal ribs are thick, resulting in significant internal heat. Due to the substantial wall thickness and the large amount of sawdust filling, the internal ribs are generally denser, typically measuring 2.5 mm to 3.5 mm. The thickness of the internal ribs causes noticeable shrinkage during the cooling process, which significantly affects the product’s appearance. Additionally, shrinkage is influenced by the thickness, length, and pulling speed of the internal ribs, making it difficult to control. Therefore, internal ribs should be minimized or avoided altogether in product design.
The product undergoes significant shrinkage during the cooling process. After the material exits the die, it enters the shaping mold and shrinks considerably as it cools. In the shaping and cooling section, the dimensional relationships between each part must be carefully managed to prevent mold blockage and to maintain proper traction speed and productivity.
(5) WPC are highly sensitive to temperature, and foamed products typically require elevated temperatures. The temperature of the die head significantly affects both the foaming volume and the color of the foamed product. Different manufacturers should determine the optimal temperature to prevent color inconsistencies and incompatibility among products within the same series. The typical temperatures we use are presented in Table 3.
Table 3 Extrusion temperature of WPC profiles
| Area | Area 1 | Area 2 | Area 3 | Area 4 | Mold Body | Lip Mold |
| Temperature | 130℃ | 145℃ | 150-155℃ | 160-165℃ | 178-180℃ | 180℃ |
The temperature of the cooling water significantly affects the profile’s pulling speed. Because the product generates a high amount of heat, the inlet temperature of the cooling water should be maintained below five degrees Celsius to enhance productivity.
(6) For simple open profiles, such as floors, skirtings, and decorative lines, the amount of foam is easy to control, and the overall foaming is easy to balance. The foaming amount in simple cavity profiles is also easy to regulate and balance. However, if a profile contains both an open section and a cavity section, it is difficult to adjust the foaming levels of both parts to achieve consistency.
(7) High utilization rate. The comprehensive utilization rate of wood in my country is relatively low, at about 30%. In contrast, the utilization rate of WPC profiles can reach as high as 80-90%, indicating a much more efficient use of materials.
(8) Simple assembly and transportation. This profile is relatively easy to assemble. Unlike ordinary PVC profiles, it does not require specialized welding equipment; instead, it only needs special connection hardware (similar to the connections used for steel-plastic co-extruded profiles, which ensures sufficient corner strength). Additionally, it can be installed on-site, making the process very convenient. It has greater elasticity than logs, making it suitable for decorative projects with high curvature. Since welding is not required, it is typically transported in coil form, which facilitates easy transportation.
6. Others:
The biggest challenge in the development of WPC profiles in my country is the absence of a unified inspection standard. Foreign-funded enterprises that collaborate with us refer to ASTM and BS standards. We urge the relevant authorities to establish appropriate national standards as soon as possible to provide clear guidelines for production companies.
7 .Development prospects:
Due to the numerous advantages of WPC profiles, although they are still in their early stages in China, they have demonstrated a broad market potential. With the improvement of living standards and the ongoing implementation of housing reforms, the demand for home decoration is increasing. Consequently, consumers’ expectations for interior decoration materials—such as ceilings, wall panels, flooring, and various moldings—are also rising. Consumers highly favor wood-plastic composites because of their realistic wood-like appearance, high-quality finish and color, flame retardant and moisture-resistant properties, and ease of processing. This is especially evident in kitchen and bathroom decorations, where their moisture-proof and fire-resistant qualities offer unparalleled advantages over other materials.
According to figures provided by Cincinnati Extrusion Technology at a seminar held at its Austrian headquarters in May 2000, the U.S. wood extrusion market surged from 90,000 tons in 1998 to more than 180,000 tons in 2000. It is estimated that over 100 systems using this technology or its derivatives are already in operation in North America. In both Europe and the United States, this technology has been applied to modular furniture, clothes hangers, clothes drying racks, isolation fences, and seats. This type of furniture can be disassembled when not in use, saving space. When needed, it is assembled into furniture using hardware, making it highly suitable for modern lifestyles. Due to advantages such as one-time molding, wood-like texture, and no need for paint, this technology is increasingly replacing traditional wood and is being widely adopted in the furniture industry.
WPC low-foaming boards can be used for door panels, traffic signs, partitions, interior decorative panels for vehicles and ships, flooring, and more. Additionally, the push-pull series, flat opening series, and decorative profile series—independently developed in China with proprietary intellectual property rights—will be launched in the market within a few months. Following this, WPC profiles for furniture will also be gradually developed.
